
通过海登海恩公司产品管理部
线性编码器通过校正机械连杆下游的误差来提高精度。
线性编码器跟踪轴的位置没有中间的机械元件。编码器甚至测量机械连杆(如旋转到线性机械设备)的传递误差,这有助于控制纠正来自机器的错误。因此,这种反馈可以让控制系统考虑位置控制循环中的所有机制。
光电扫描在编码器中是如何工作的
许多精密线性编码器通过光学或光电扫描工作。简而言之,读头跟踪只有几微米宽的周期性刻度,并输出小信号周期的信号。测量标准通常是玻璃或(对于较大的测量长度)钢,在载体基板上有周期性刻度标记。这是一种无接触模式的位置跟踪。
PRC(绝对)码图像扫描线性编码器用于4 ~ 40 μm之间的增量光栅周期,可产生光信号。两个光栅(在刻度和扫描线上)彼此相对移动。扫描划线的材料是透明的,但天平的材料可以是透明的或反光的。当两者相互经过时,入射光会发生调制。如果光栅的缝隙对齐,光就能穿过。如果一个光栅的线与另一个光栅的缝隙重合,它就会挡住光线。光伏电池将光强度的变化转换成正弦形式的电信号。
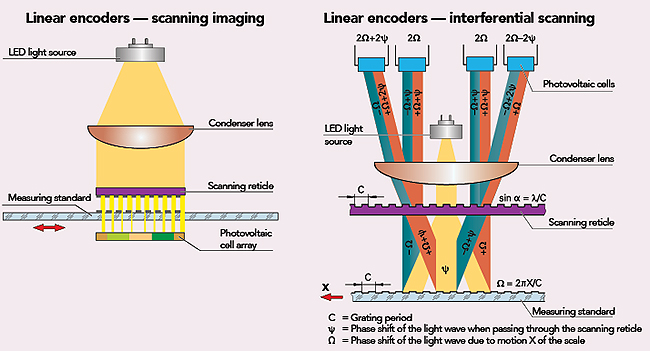
左图:图像扫描线性编码器通过光信号产生工作。右图:干涉编码器输出的信号基本上没有谐波,可以高度内插。这使得它们对于需要高分辨率和精度的应用非常有用。
光栅周期为8 μm或更小的梯度的另一种选择是干涉扫描。这种线性编码器的运作模式利用衍射和光干涉。采用阶梯式光栅作为测量标准,在反射面上铺设0.2 μm高的线。在它的前面是一个扫描的十字线透明光栅,其周期与刻度相匹配。当光波穿过十字线时,它衍射成三个强度大致相等的分波,分别为- 1,0和1阶。刻度对波进行衍射,因此光强集中在衍射级1和-1。这些波在十字线的相位光栅处再次相遇,在那里它们再次衍射并发生干涉。这就产生了三种波,以不同的角度离开扫描线。然后,光伏电池将交替的光强转换成电信号输出。
在干涉扫描中,十字线与刻度之间的相对运动使衍射波前发生相移。当光栅移动一个周期时,一阶波前向正方向移动一个波长,衍射阶-1的波长向负方向移动一个波长。两个波在离开光栅时相互干扰,因此相对于彼此移动两个波长(对于一个光栅周期的移动产生两个信号周期)。

用于位置反馈的线性编码器直接捕获进给轴的实际位置,然后将其输出发送到控制器的位置控制环路。机械部件对测量没有影响,消除了由于热行为引起的定位误差;驱动机械变形导致的倒车误差;回转-直线再循环滚珠丝杠通过节距误差产生运动学误差。
两种编码器扫描变体
有些线性编码器可以进行绝对测量,因此当机器开机时,位置值总是可用的,电子设备可以随时参考它。没有必要将坐标轴移动到引用。刻度刻度具有串行绝对码结构,并且在同时生成可选增量信号的同时,为位置值插入单独的增量轨道。
相比之下,线性编码器的增量测量使用周期光栅毕业,编码器从某个原点计算单个增量(测量步长)来获得位置。因为这种设置使用绝对参考来确定位置,这些设置的比例磁带带有带有参考标记的第二轨道。
由参考标记建立的绝对标度位置被精确地用一个信号周期门控。因此,读头必须定位并扫描引用标记,以建立绝对引用或找到最后选择的数据(有时需要长行程引用)。
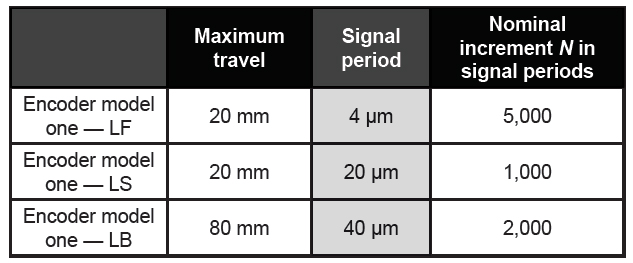
这里的一种解决方案是距离编码的参考标记——根据数学算法间隔的多个参考标记。然后,电子设备可以在连续遍历其中两个参考标记后计算出绝对位置——这通常只需要移动几毫米。使用距离编码参考标记的编码器通过计算两个参考标记之间的信号周期来计算绝对参考标记,并使用:
P1 =信号周期内第一个经过的参考标记的位置
B = 2 × mRR- N
米RR=遍历参考标记之间的信号周期数
D =横移方向,值为+1或-1;符号约定是当扫描单元在右边时D = +1(当正确安装时)
N =信号周期内两个固定参考点之间的名义增量(如下表所示):
线性编码器迭代
线性编码器集成的一个挑战是,设备在运动轴上运行,因此暴露在机器环境中。因此,一些线性编码器是密封的。铝制外壳保护天平、扫描架及其导轨不受碎屑、灰尘和液体的影响,向下定向的弹性唇密封外壳。在这里,扫描支架在低摩擦导轨上沿刻度移动。一个联轴器连接扫描架与安装块,并补偿秤与机器导轨之间的偏差。在大多数情况下,秤和安装块之间的横向和轴向偏差为±0.2至±0.3 mm是允许的。
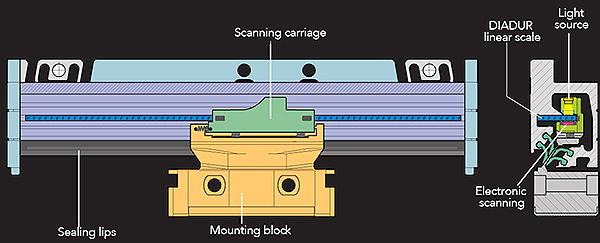
这是线性编码器的侧视图。一些制造商使用光刻工艺在磁带上获得精确的刻度,例如,镀金钢带上的哑光蚀刻线的刻度周期为40 μm;玻璃上的铬纹周期约为20 μm;玻璃上的三维铬结构,分度周期约为8 μm;级配周期为2 μm及更细的反射式三维平面结构。
典型例子:机床应用
生产率和准确性对于无数应用来说都是至关重要的,但不断变化的操作条件往往会使这些设计目标具有挑战性。以机床为例。零件的制造已经转向越来越小的批量,因此设置必须在各种负载和冲程下保持精度。也许要求最高的是航空航天零件的加工,它需要最大的切削能力进行粗加工,然后最大的精度进行后续的精加工。
更具体地说,铣削质量的模具需要快速的材料去除和加工后的高表面质量。同时,只有快速的轮廓进给速度才能让机器在可接受的加工时间内以最小的路径距离输出零件。但特别是在小批量生产时,几乎不可能保持热稳定的条件。这是因为钻孔、粗加工和精加工之间的变化会导致机床温度的波动。
此外,工件精度是生产订单盈利的关键。在粗加工过程中,铣削率提高到80%以上;数值低于10%通常用于精加工。
这里展示的是传动精度对小零件系列生产的影响。
问题是,越来越高的加速度和进给速率会导致机器线性进给驱动器的子部件发热,特别是那些使用旋转电机驱动的滚珠丝杠的子部件。因此,在这里,位置测量对于稳定机床热行为修正至关重要。
解决热不稳定性问题的方法
主动冷却、对称机器结构、温度测量和修正已经是解决热引起的精度变化的常用方法。另一种方法是纠正一种特别常见的热漂移模式,即旋转电机驱动的进给轴结合再循环滚珠丝杠。在这里,沿滚珠丝杠的温度可以随着进给量和运动力的变化而迅速变化。由此产生的长度变化(通常在20分钟内达到100 μm/m)会导致严重的工件缺陷。两种选择是通过滚珠丝杠和旋转编码器或通过线性编码器测量数控进给轴。
前一种设置使用旋转编码器从进给螺杆螺距确定滑动位置。因此,驱动器必须传递大的力,并作为测量系统中的一个链接-提供高精度的值和可靠地再现螺距。但是位置控制回路只考虑旋转编码器的行为。因为它不能补偿由于磨损或温度引起的驱动力学变化,这实际上是半闭环操作。驱动器定位误差成为不可避免的,降低工件质量。
相比之下,线性编码器测量滑动位置,并在位置控制回路中包含完整的进给机制(用于真正的闭环操作)。机床传递元件的失效和不准确对位置测量精度没有影响。因此,精度几乎完全取决于线性编码器的精度和安装。这里需要注意的一点是:直接编码器测量也可以改善旋转轴运动的测量。传统的设置使用减速机制,连接到电机上的旋转编码器,但高精度的角度编码器提供更好的精度和再现性。
滚珠丝杠设计解决热的方法
另外三种解决滚珠丝杠热的方法有其自身的局限性。
1.一些滚珠丝杠防止内部加热(和加热周围的机器部件)与空心芯冷却剂循环。但即使是这些器件也会出现热膨胀,温度仅升高1k,定位误差就会达到10 μm/m。这很重要,因为普通冷却系统无法将温度变化控制在1k以下。
2.有时工程师在控制中模拟滚珠丝杠的热膨胀。但由于在操作过程中温度分布难以测量,且受再循环球螺母磨损、进给速度、切削力、使用的导线范围等因素的影响,该方法可能会产生相当大的残余误差(高达50 μm/m)。
3.有些滚珠丝杠两端装有固定轴承,以提高传动机构的刚性。但即使是非常坚硬的轴承也不能防止局部发热的膨胀。产生的力是相当大的,即使是最刚性的轴承配置也会变形,有时甚至会导致机器几何结构的变形。机械张力也改变了驱动器的摩擦行为,降低了机器的轮廓精度。此外,半闭环运行不能补偿磨损或弹性驱动-机械变形引起的轴承预紧力变化的影响。
第一次跑很重要
当生产规模很小时,即使是第一个工件的质量也很重要。但工件设置、钻孔、粗加工和精加工之间的定期变化会改变温度。粗加工工件的典型进给量为3至4米/分钟,但精加工进给量为0.5至1米/分钟是典型的。在工具交换过程中快速移动,在钻井和扩眼过程中中等进给速度(循环滚珠丝杠的热产生可以忽略不计),温度分布有很大的可变性。
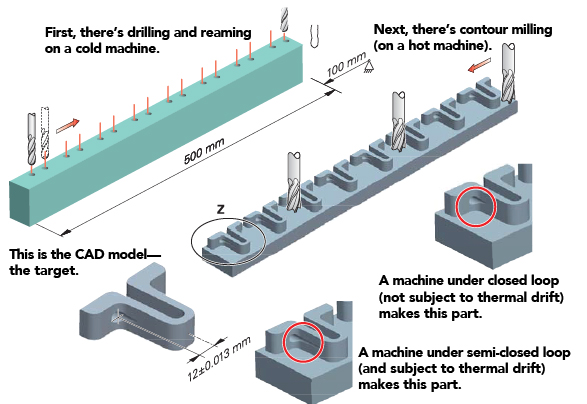
举个例子:一个坯料有很多零件
考虑一个应用程序,其中一个机器钻,然后铰500毫米长的铝坯料。在这些操作过程中,介质给料速率较低,因此在循环滚珠丝杠中产生的热量最初可以忽略不计。但下一个生产步骤是磨轮廓,因此进料速率峰值-导致滚珠丝杠产生大量热量。
当铣床为半闭环运行时,滚珠丝杠的循环热膨胀会导致钻铣方向的偏差(在实际情况中,滚珠丝杠松动轴承附近的偏差为135 μm)。闭环操作避免了这些错误。
参考加工应用的说明。注意孔位置和平分工件线之间的功能尺寸是12毫米,必须满足公差等级IT8(允许的偏差±13μm)。在半闭环模式下,误差高达135 μm,这意味着工件只符合公差等级IT13(而不是要求的公差等级IT8)。
HEIDENHAIN
www.heidenhain.us
了下:直线运动技巧,编码器•线性,编码器(旋转)+解析器



